This is how the OM 473 is made
Vehicle & Technology
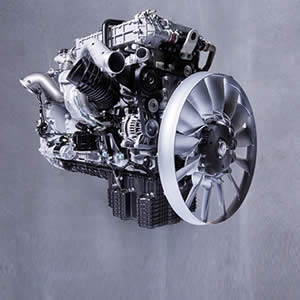
With 15.6 litres displacement, up to 460 kW output and 3,000 Newton metres maximum torque, the OM 473 is the king of truck engines. It is built at the Mercedes-Benz plant in Mannheim.
A rigid, light-weight crankcase and a cylinder head that can cope with extremely high cylinder pressure. The crankshaft that easily handles 1.2 million kilometres and an assembly line that is virtually error-free – the heavy engine series for Mercedes-Benz trucks is made in the foundry, the machine cutting section and on the assembly line at the Mannheim plant. The OM 473 is its youngest offspring – the engine with the greatest displacement, the highest output, the most complicated engine brake system and efficiency-enhancing turbo-compound technology.
Foundry.
The air is dry and it smells like a mixture of new year's fireworks and an overheated drive. Dazzling light from the smelter throws the rest of the production hall into shadow. White-hot iron is transported in transport pans from the melting furnace to the holding furnace and to casting furnaces, before it is poured into the moulds every 320 seconds. The tempo is finely balanced between brisk and cautious – it would only take a drop of water to make the liquid, which is up to 1,450 degrees Celsius hot, explode.
This is where the hi-tech blanks for the crankcase and the cylinder head of the heavy in-line six-cylinder engine are made. They are both of cast iron, the cylinder head with the special crystalline structure known as vermicular graphite. The iron has to be melted in an electric furnace – if it was melted in a coke-fired furnace, the sulphur content would be too high.
Shortly before casting, magnesium is added to the iron, and the surroundings of the casting furnace light up brightly. There are fewer than a handful of foundries in the world that master this process on an industrial scale, and it is required for 3,500 cylinder heads per week. Each one of them is as hollow as a Swiss cheese, with precise inlets and outlets for the combustion air, and with oil and coolant pipes.
By means of tapping, vibrating and blasting – every little speck of moulding and core sand, the casting residue, is carefully removed, by machine and manually, from the cylinder head. The first quality check follows. A small metal hammer beats five times in succession on one corner of the component, which weighs almost 200 kilogrammes. On the other side, a laser measures the oscillations which are created. Is the acoustic pattern right? Green or red, a final decision – even tiny deviations would mean melting down the component again.
Machining.
Turning, drilling, milling, grinding – the workers use all these disciplines in the two machining buildings, thereby turning the blanks into the high-precision parts which provide the Actros, Arocs and Antos with powerful, economical drive a whole truck life long.
Things start off on the bottom level with forged crankshaft blanks supplied by ThyssenKrupp. Pre-processed surfaces are made for the connecting rod and main bearings on turning and milling machines. The finer processing steps follow: polishing in several steps, and induction hardening in between. In the process, the surfaces heat up to red-hot and are cooled by water containing Aquatensid. This is followed by balancing and lapping – a smoothing method for extremely fine-quality surfaces – and finally extensive measurement and final checking of each individual crankshaft.
One level above is the machining section, with a completely new set of machinery for processing cylinder heads and crankcases. About 70 percent of the processing machines – mainly tooling machines for milling and drilling – are series machines. The other 30 percent were specifically designed for the manufacture of the OM 473 and its siblings.
For example, for pressing the cobalt alloy valve seats into the cylinder head. Depending on the engine version, they cost up to ten euros each, and 24 have to be fitted into each cylinder head. The machine automatically selects the right valve seat version, cools each individual ring with liquid nitrogen, and places it into the prepared drilled hole in the cylinder head. The valve seat ring expands, creating a firm connection.
The components have to pass through so-called quality gates many times, so that the very precise tolerances can be checked and verifiably documented for each cylinder head and every single crankcase.
A further quality check is carried out in an air-conditioned room at the side. Here, touch-sensitive sensors check the cylinder heads and the crankcase at about 2.000 measurement points. If the tolerance is exceeded at only one of these points by as little as 0.001 millimetres, rework must be done. For comparison: An adult human hair is approximately 0.12 millimetres thick.
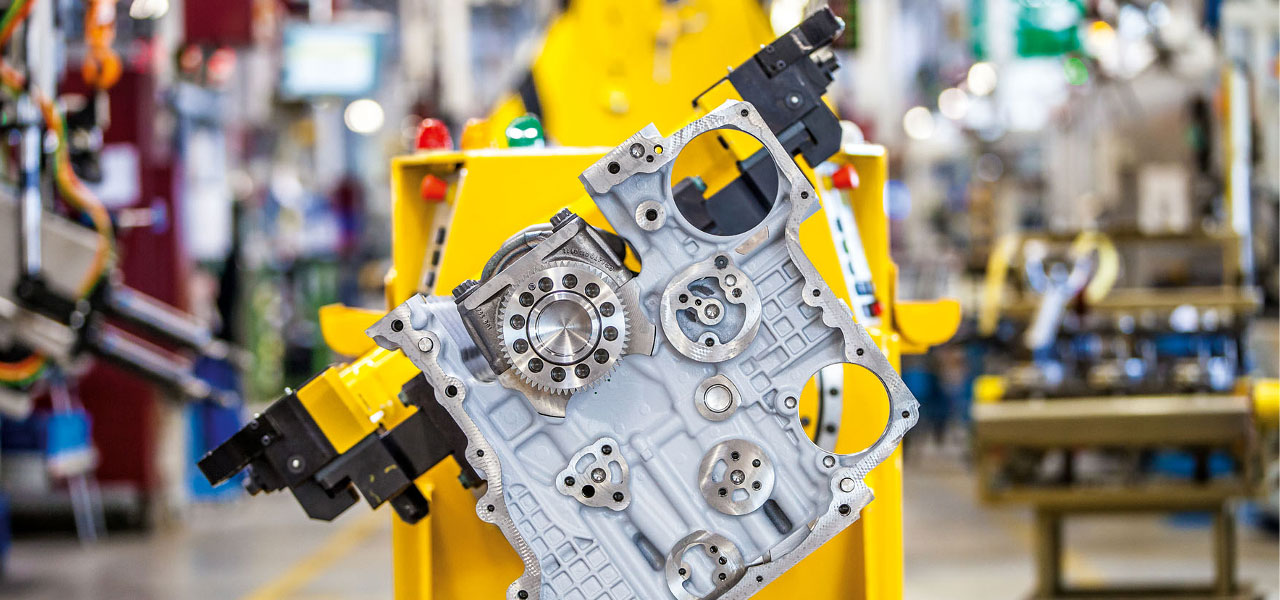
In the second building of the machining, hi-tech steps follow. The robot that the staff have nicknamed "Cam Robbi" forms the centre of the camshaft manufacture. It identifies each individual cam, picks it up, heats it and passes it on to the assembly robot. This in turn manoeuvres it effortlessly to the correct position on the cold camshaft tube, and seconds later the two have bonded together inseparably through shrinkage. Built camshafts are light and extremely precise components, a speciality of the new engine series designed for extremely heavy work.
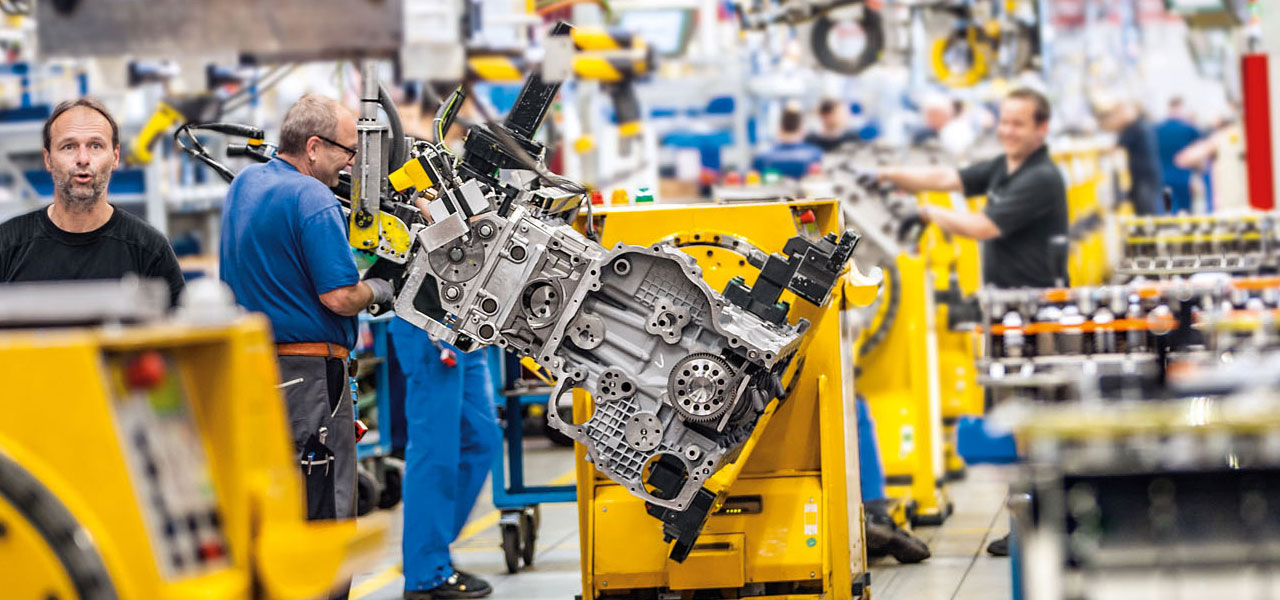
Assembly.
The brightly lit new building opposite the foundry and the machining section is the place where around 260 engines per day are created. A line of yellow engine mounts forms the assembly line, and they are guided by induction loops in the floor. Guiding is an important concept, because about 1,200 engine versions pass through the 60 assembly stations at a rate of about one every 3.4 minutes.
Right at the beginning, before the crankcase is connected to the right engine mount, it is given an engine number. From now on, the engine-to-be is already twinned to a truck order in Wörth or in one of the other assembly plants. The first assembly step is fitting the crankshaft. This is followed by the connecting rods with steel pistons, mounted on-site, then the cylinder head, which has been pre-mounted at the side of the line, with the two camshafts. Four electric, angle-controlled screwdrivers then tighten the 38 cylinder head screws with 450 Newton metres torque each. The high cylinder pressure of up to 235 bar requires a robust design!
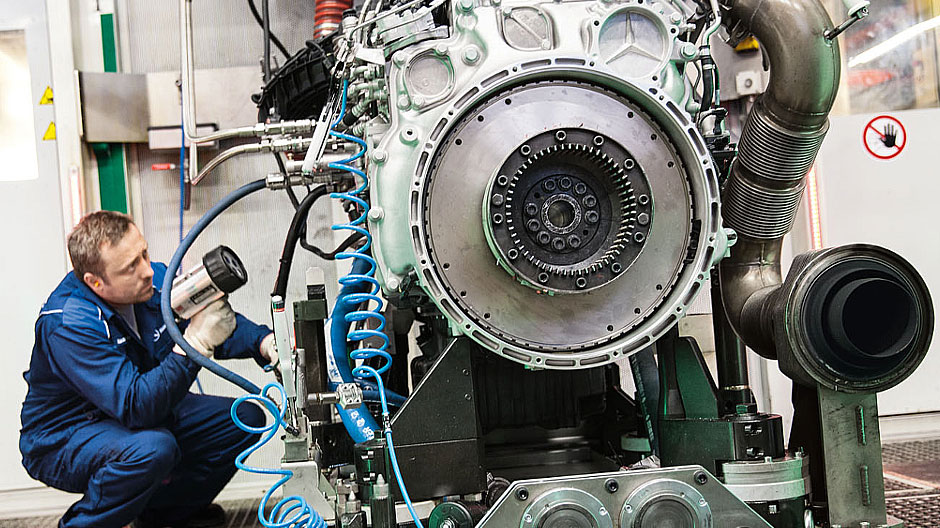
At the rear assembly stations, the OM 473 is given its turbo-compound unit – a turbocharger that transfers the remaining exhaust energy to the crankshaft. Only then is the "first" turbocharger, which supplies the combustion chambers with fresh air and exhaust gas for exhaust gas recirculation, fitted.
At the end of the line there is a quality gate and also a leakage test. Following this, every single engine has to pass a 19-minute heat test. There are six engine test benches. Filled with working-temperature oil and coolant, linked up to fuel and electronics, and equipped with dozens of sensors and measuring devices, each engine must prove that it fulfils all the requirements regarding injection pressure, temperature and fuel consumption – or in other words, that it has earned its star.
This is followed by clear varnishing and a last visual check before despatch. Every single engine that leaves the building is one that the eight and a half thousand staff at the Mannheim works are proud of. They know that each one is the heart of a truck that its driver and owner can place their full trust in.
- In-line six-cylinder engine with 15.6 litres displacement
- Output and torque levels: 380 kW/2,600 Nm, 425 kW/2,800 Nm and 460 kW/3,000 Nm
- Decompression engine brake with an output of up to 475 kW
- Only just above the idling speed, approximately 2,500 Nm of torque is available in all versions
- Almost full pulling power at engine speeds between 900 and 1,400 rpm
- Common-Rail injection system with X-PULSE pressure boosting
- Long maintenance intervals up to 150,000 kilometres in long-distance operation
- Available for Actros, Arocs and Antos
The quality check that follows comprises an operational test and a visual check.


{kind=link}
{kind=link}
Comment
Please log in to post a comment.
No comments yet